
Spezielle Projekte brauchen oft spezielle Werkzeuge um sie zu realisieren. Genau so war es auch mit der Nerpa. Die beiden Verschlussringe waren sehr groß, sie passten nur auf eine große Maschine…
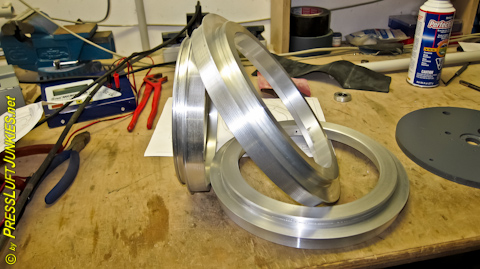
Und hier kamen Egon und ich ins Spiel. Nachdem die beiden Rohlinge ihren Weg nach Rastatt fanden wurden sie innen ausgefräst so dass ich es nur noch mit Ringen zu tun hatte. Das ersparte mir sehr viel Arbeitsstunden und Späne. Während einem Treffen bei Sascha übergab mir Egon die Ringe.
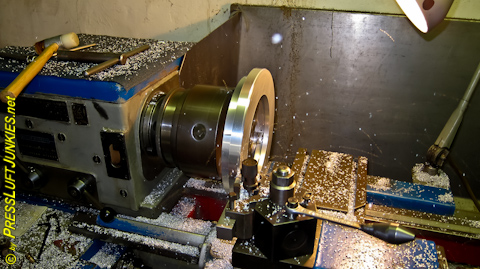
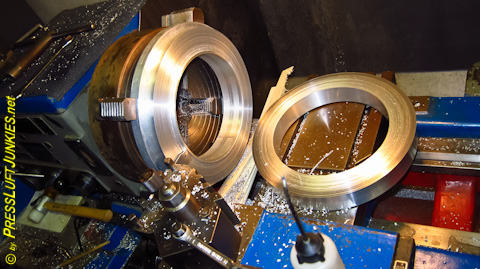
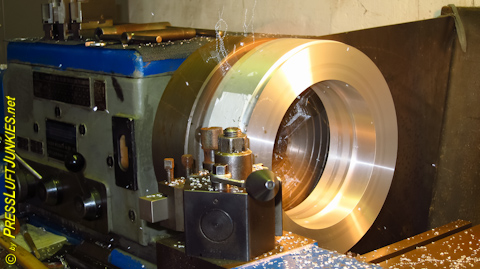
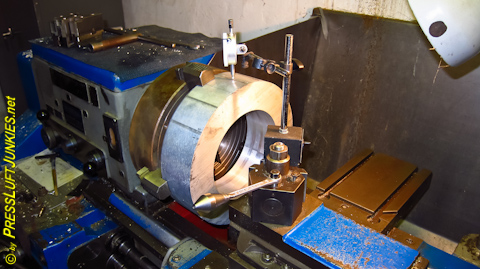
Der große Rohling war für den Ring am Bug und am Heck vorgesehen. Da er noch an einem Stück war mussten die beiden Ringe noch herausgestochen werden. Dies ist aber erst nach ein paar weiteren Arbeitsschritten möglich. Der Ring hatte einen Außendurchmesser von 310mm und passte nur auf meine Planscheibe. Die 4 Backen der Planscheibe sind einzeln verstellbar, so dass man zuerst für den Rundlauf sorgen musste. Die Scheibe selbst hat konzentrische Ringe, die man zur Orientierung benutzen kann. Ich schaffte es auf Anhieb den Ring mit nur 2/10 mm rund zu spannen. Dies war mir vorher noch nie gelungen.
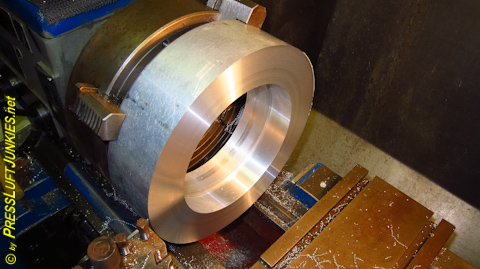
Zuerst wurde der Ring geplant, dann der Innendurchmesser gedreht. Später wird der Ring innen aufgespannt, so dass der Rundlauf weiter gewährleistet ist. Dazu werde ich das 3-Backenfutter mit den weichen Backen benutzen.
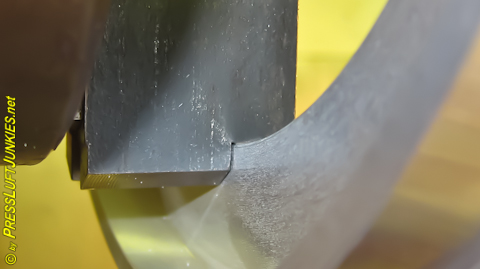
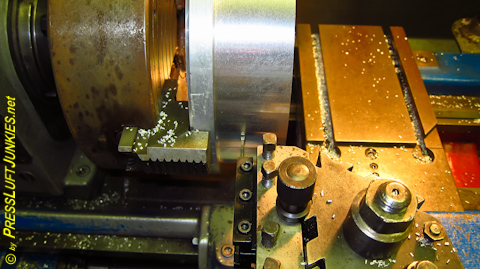
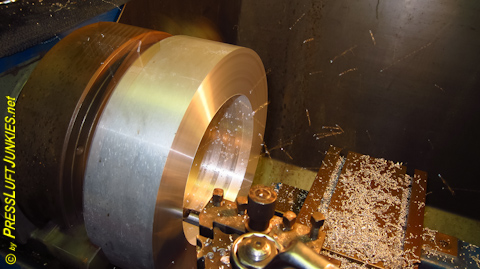
Zum Abstechen benutze ich Egons Abstechstahl mit Wendeplatten. Da dieser einen separaten Halter hat, war es recht einfach den Stahl nachzuschieben, denn der Verfahrweg der X-Achse war bereits ausgereizt. Da die Wendeplatte des Abstechstahls nur 4mm breit ist, war dieses Werkzeug eigentlich ungeeignet, aber ich hatte nichts Besseres. Das Abstechen selbst war ein sehr langwieriger Prozess, das Material klemmte sehr oft. Nach zwei Stunden war der Ring abgestochen.
Fertigung der Ringe
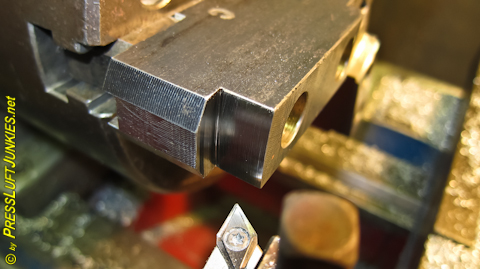
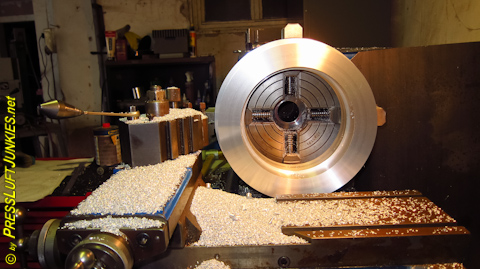
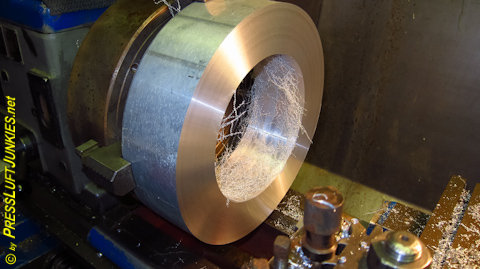
Die Vorarbeit war getan, jetzt musste ich nur noch auf Markus und die Rohre warten. Markus und Sascha kamen an einem Samstag um meine Terrasse abzudichten. In dieser Zeit drehte ich die 3 Ringe fertig. Durch den großen Durchmesser dauerte es länger als erwartet, für jeden Ring mussten die weichen Backen angepasst werden. Die weichen Backen wurden abgedreht damit die vorgedrehte Rohlinge rund laufen. Dabei ist es wichtig die Ecke freizustechen wenn der Ring keine Fase besitzt. Wegen den ausgedrehten Backen ist es möglich den Rohling aus- und wieder einzuspannen ohne den Rundlauf zu verlieren. Und dies war nötig weil das 250er Rohr nicht auf die Drehbank passte. Also musste der Ring ausgespannt werden um den richtigen Durchmesser anzupassen.
Die Fertigung der Ringe dauerte insgesamt 14 Stunden, Egons Zeit zum Ausfräsen des Ringes nicht mit einbezogen. Zum Glück ließ sich das Material sehr gut zerspanen. Markus musste leider den ganzen Winter darauf warten, meine Werkstatt ist nicht nutzbar in dieser kalten Jahreszeit. Aber jetzt erhielt er endlich seine Ringe, und ich habe ein dichtes Dach. Danke nochmal Euch Beiden!




Special projects often require special tools to realize them. That’s exactly how it was with the Nerpa. The two closure rings were very large, they only fit on a large machine…
And that’s where Egon and I came in. After the two blanks found their way to Rastatt, they were milled inside so that I only had to deal with rings. This saved me a lot of work hours and chips. During a meeting at Sascha’s, Egon handed me the rings.
The large blank was intended for the ring at the bow and stern. Since it was still in one piece, the two rings still had to be cut out. But this is only possible after a few more steps. The ring had an outer diameter of 310mm and only fit on my faceplate. The 4 jaws of the faceplate are individually adjustable, so I had to ensure concentricity first. The faceplate itself has concentric rings that can be used for orientation. I managed to clamp the ring round to within 2/10 mm right away. I had never succeeded in this before.
First, the ring was planed, then the inner diameter was turned. Later, the ring will be clamped inside so that concentricity is maintained. For this, I will use the 3-jaw chuck with soft jaws.
For parting off, I use Egon’s parting-off tool with indexable inserts. Since this has a separate holder, it was quite easy to push the tool forward, as the travel of the X-axis was already maxed out. Since the indexable insert of the parting-off tool is only 4mm wide, this tool was actually unsuitable, but I had nothing better. The parting-off itself was a very time-consuming process, the material often jammed. After two hours, the ring was parted off.
Manufacture of the rings
The groundwork was done, now I just had to wait for Markus and the pipes. Markus and Sascha came on a Saturday to seal my terrace. During this time, I finished turning the 3 rings. Due to the large diameter, it took longer than expected, soft jaws had to be adjusted for each ring. The soft jaws were turned down so that the pre-turned blanks run true. It is important to clear the corner if the ring does not have a chamfer. Because of the turned-down jaws, it is possible to unclamp and reclamp the blank without losing concentricity. And this was necessary because the 250mm pipe did not fit on the lathe. So the ring had to be unclamped to adjust the correct diameter.
The manufacture of the rings took a total of 14 hours, not including Egon’s time for milling the ring. Fortunately, the material was very easy to machine. Unfortunately, Markus had to wait all winter for this, as my workshop is not usable in this cold season. But now he finally got his rings, and I have a leak-proof roof. Thanks again to both of you!





